


Automatska proizvodna linija za stator motora (robotski način rada 2)
Opis proizvoda
● Robot se koristi za prijenos zavojnica vertikalnog stroja za namatanje i običnog servo stroja za umetanje žice.
● Ušteda rada prilikom namatanja i umetanja žica.
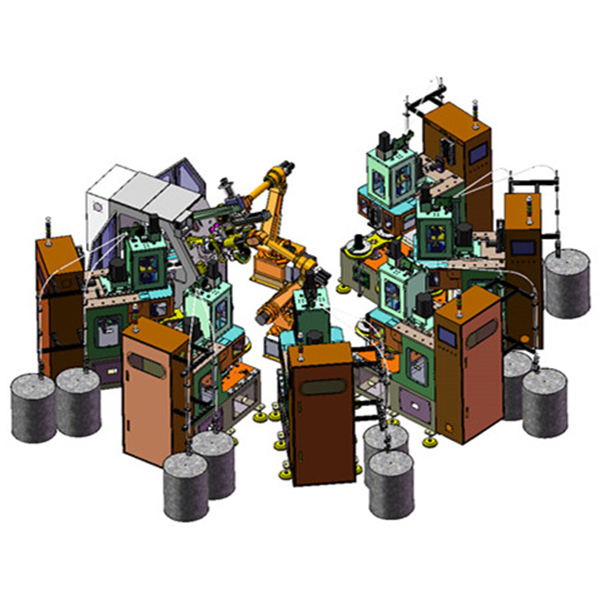
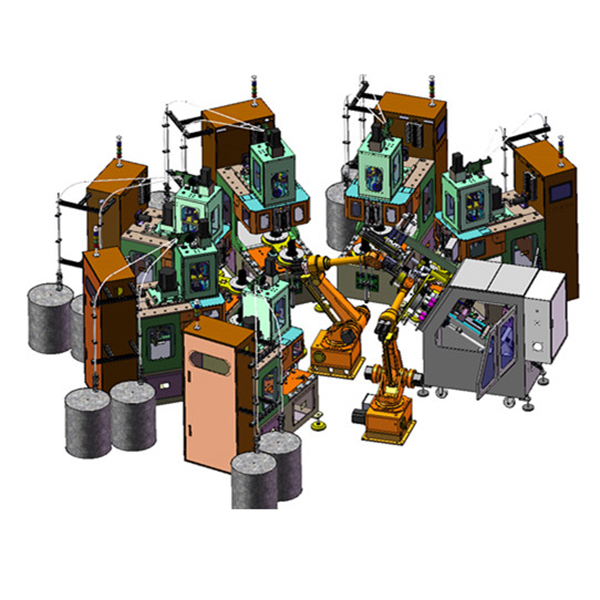
Struktura
Rješenja uobičajenih problema nakon montaže rotora automatske linije
Automatska linija za montažu rotora je automatska oprema sastavljena od aktuatora, senzorskih elemenata i kontrolera. Kvarovi u automatiziranoj liniji za montažu rotora mogu rezultirati nepravilnim ili potpuno neoperativnim radom. U ovom članku raspravljamo o četiri uobičajene metode za identificiranje kvarova u automatskim linijama za montažu rotora.
1. Provedite sveobuhvatan pregled napajanja, izvora zraka i opreme hidrauličkog izvora u automatskoj liniji za montažu rotora. Većina problema automatske linije za montažu rotora proizlazi iz problema s napajanjem, izvorom zraka i hidrauličkim izvorom. Prilikom provjere provjerite je li napajanje radionice dovoljno i je li sva oprema normalno napajana. Provjerite izvor tlaka zraka i hidrauličku pumpu potrebnu za hidrauliku linije za montažu.
2. Provjerite je li se promijenio položaj senzora u automatskoj liniji za montažu rotora. S vremenom se mogu pojaviti problemi s osjetljivošću, kvarovi ili promjena položaja senzora. Položaj detekcije i osjetljivost senzora moraju se često provjeravati, pravilno podesiti kada se položaj promijeni i odmah zamijeniti kada dođe do kvara. Problemi s vibracijama tijekom rada linije za montažu rotora također mogu uzrokovati labavljenje senzora. Ključno je potvrditi da je senzor čvrsto na svom mjestu.
3. Provjerite relej, ventil za regulaciju protoka i ventil za regulaciju tlaka. Funkcija releja slična je funkciji magnetskog indukcijskog senzora, a dugotrajni problemi s uzemljenjem utjecat će na normalnu upotrebu strujnog kruga i potrebno ih je zamijeniti. Pneumatski ili hidraulički sustav montažne trake, otvaranje leptira za gas, opruga za podešavanje tlaka tlačnog ventila itd. izgubit će čvrstoću ili proklizavati zbog problema s vibracijama te će zahtijevati često održavanje tijekom normalne upotrebe.
4. Provjerite spojeve električnih, pneumatskih i hidrauličkih krugova. Ako provjera mjesta kvara ne otkrije izvor problema, provjerite status kruga uređaja na otvoreni krug. Provjerite jesu li vodiči žica iskrivljeni zbog problema s izvlačenjem i pregledajte bronhije na oštećenja ili nabore. Provjerite je li krug hidrauličkog ulja blokiran. Ako je dušnik jako naborao, treba ga odmah zamijeniti. Ako postoji problem s cijevi hidrauličkog ulja, i nju će trebati zamijeniti.
5. Ako gore navedeni uvjeti ne postoje, vjerojatnost programskih problema u automatskom linijskom regulatoru rotora je relativno niska.
